ഡയറക്ട് മൗണ്ടിംഗ് പാഡ് ASME 150lbs ചൈന ഫാക്ടറി ഉള്ള 3PC ഫ്ലേഞ്ച്ഡ് ബോൾ വാൽവ്



ഡയറക്ട് മൗണ്ടിംഗ് ബോൾ വാൽവ് എന്താണ്?
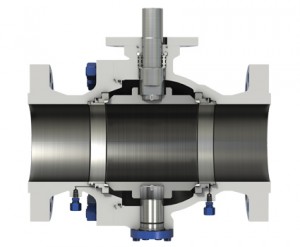
A ബോൾ ഡയറക്ട് മൗണ്ടിംഗ് ബോൾ വാൽവ്അതായത് പന്ത് ബെയറിംഗുകളാൽ നിയന്ത്രിക്കപ്പെടുകയും കറങ്ങാൻ മാത്രമേ അനുവദിക്കപ്പെടുകയും ചെയ്യുന്നുള്ളൂ, ഹൈഡ്രോളിക് ലോഡിന്റെ ഭൂരിഭാഗവും സിസ്റ്റം കൺസ്ട്രെയിന്റുകളാൽ പിന്തുണയ്ക്കപ്പെടുന്നു, ഇത് കുറഞ്ഞ ബെയറിംഗ് മർദ്ദത്തിനും ഷാഫ്റ്റ് ക്ഷീണത്തിനും കാരണമാകുന്നു.
പൈപ്പ്ലൈൻ മർദ്ദം അപ്സ്ട്രീം സീറ്റിനെ സ്റ്റേഷണറി ബോളിനെതിരെ നയിക്കുന്നു, അങ്ങനെ ലൈൻ മർദ്ദം അപ്സ്ട്രീം സീറ്റിനെ ബോളിലേക്ക് നിർബന്ധിച്ച് സീൽ ചെയ്യുന്നു. പന്തിന്റെ മെക്കാനിക്കൽ ആങ്കറിംഗ് ലൈൻ മർദ്ദത്തിൽ നിന്നുള്ള ത്രസ്റ്റ് ആഗിരണം ചെയ്യുന്നു, ഇത് പന്തിനും സീറ്റുകൾക്കും ഇടയിലുള്ള അധിക ഘർഷണം തടയുന്നു, അതിനാൽ പൂർണ്ണ റേറ്റുചെയ്ത വർക്കിംഗ് മർദ്ദത്തിൽ പോലും ഓപ്പറേറ്റിംഗ് ടോർക്ക് കുറവായിരിക്കും. ബോൾ വാൽവ് ആക്ച്വേറ്റ് ചെയ്യുമ്പോൾ ഇത് പ്രത്യേകിച്ചും ഗുണകരമാണ്, കാരണം ഇത് ആക്ച്വേറ്ററിന്റെ വലുപ്പം കുറയ്ക്കുകയും അതുവഴി വാൽവ് ആക്ച്വേഷൻ പാക്കേജിന്റെ മൊത്തത്തിലുള്ള ചെലവ് കുറയ്ക്കുകയും ചെയ്യുന്നു. എല്ലാ വലുപ്പങ്ങൾക്കും എല്ലാ പ്രഷർ ക്ലാസുകൾക്കും ട്രണ്ണിയൻ ലഭ്യമാണ്, പക്ഷേ അവ പ്രധാനമായും വലിയ വലുപ്പങ്ങൾക്കും ഉയർന്ന മർദ്ദ സാഹചര്യങ്ങൾക്കും വേണ്ടിയുള്ളതാണ്.
നോർടെക്കിന്റെ പ്രധാന സവിശേഷതകൾ ഡയറക്ട് മൗണ്ടിംഗ് ബോൾ വാൽവ്
1.ഡബിൾ ബ്ലോക്കും ബ്ലീഡും (DBB)
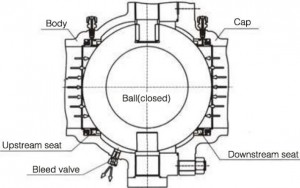
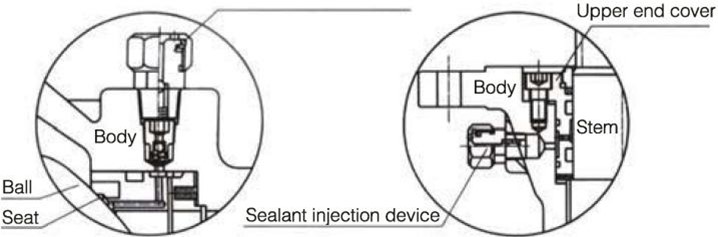
വാൽവ് അടച്ച് ഡിസ്ചാർജ് വാൽവ് വഴി മധ്യ അറ ശൂന്യമാക്കുമ്പോൾ, അപ്സ്ട്രീം, ഡൗൺസ്ട്രീം സീറ്റുകൾ സ്വതന്ത്രമായി ബ്ലോക്ക് ചെയ്യപ്പെടും. പരിശോധനയ്ക്കിടെ ചോർച്ചയുണ്ടോ എന്ന് വാൽവ് സീറ്റ് പരിശോധിക്കാൻ കഴിയും എന്നതാണ് ഡിസ്ചാർജ് ഉപകരണത്തിന്റെ മറ്റൊരു പ്രവർത്തനം. കൂടാതെ, ശരീരത്തിനുള്ളിലെ നിക്ഷേപങ്ങൾ ഡിസ്ചാർജ് ഉപകരണം വഴി കഴുകാനും കഴിയും. മീഡിയത്തിലെ മാലിന്യങ്ങൾ മൂലം സീറ്റിനുണ്ടാകുന്ന കേടുപാടുകൾ കുറയ്ക്കുന്നതിനാണ് ഡിസ്ചാർജ് ഉപകരണം രൂപകൽപ്പന ചെയ്തിരിക്കുന്നത്.
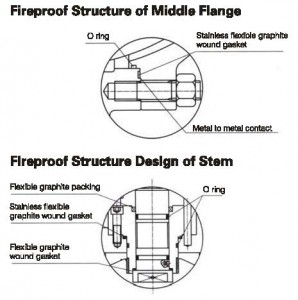
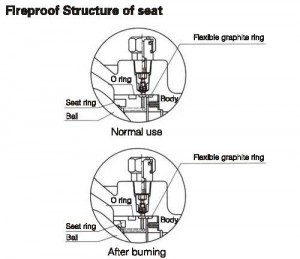
4. ഫയർപ്രൂഫ് ഘടന രൂപകൽപ്പന
വാൽവ് ഉപയോഗിക്കുമ്പോൾ തീപിടുത്തമുണ്ടായാൽ, PTFE, മറ്റ് ലോഹേതര വസ്തുക്കളുടെ റബ്ബർ എന്നിവ ഉപയോഗിച്ച് നിർമ്മിച്ച സീറ്റ് റിംഗ്, സ്റ്റെം O റിംഗ്, മിഡിൽ ഫ്ലേഞ്ച് O റിംഗ് എന്നിവ ഉയർന്ന താപനിലയിൽ വിഘടിക്കുകയോ കേടുവരുത്തുകയോ ചെയ്യും. മീഡിയത്തിന്റെ മർദ്ദത്തിൽ, ബോൾ വാൽവ് സീറ്റ് റിട്ടൈനറിനെ ബോളിലേക്ക് വേഗത്തിൽ തള്ളുകയും മെറ്റൽ സീൽ റിംഗ് പന്തുമായി ബന്ധപ്പെടുകയും സഹായ ലോഹത്തിൽ നിന്ന് ലോഹ സീലിംഗ് ഘടന രൂപപ്പെടുത്തുകയും ചെയ്യും, ഇത് വാൽവ് ചോർച്ച ഫലപ്രദമായി നിയന്ത്രിക്കും. ട്രണ്ണിയൻ പൈപ്പ്ലൈൻ ബോൾ വാൽവിന്റെ ഫയർപ്രൂഫ് ഘടന രൂപകൽപ്പന API 607, API 6FA, BS 6755, മറ്റ് മാനദണ്ഡങ്ങൾ എന്നിവയിലെ ആവശ്യകതകൾക്ക് അനുസൃതമാണ്.
13. എക്സ്റ്റൻഷൻ സ്റ്റെം
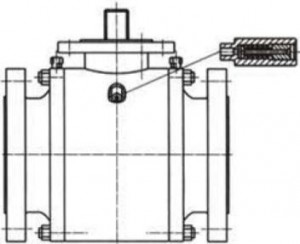
എംബഡഡ് വാൽവിനെ സംബന്ധിച്ചിടത്തോളം, ഗ്രൗണ്ട് ഓപ്പറേഷൻ ആവശ്യമാണെങ്കിൽ എക്സ്റ്റൻഷൻ സ്റ്റെം നൽകാം. എക്സ്റ്റൻഷൻ സ്റ്റെമിൽ സ്റ്റെം, സീലാന്റ് ഇഞ്ചക്ഷൻ വാൽവ്, ഡ്രെയിനേജ് വാൽവ് എന്നിവ അടങ്ങിയിരിക്കുന്നു, ഇത് പ്രവർത്തനത്തിന്റെ സൗകര്യാർത്ഥം മുകളിലേക്ക് നീട്ടാൻ കഴിയും. ഓർഡറുകൾ നൽകുമ്പോൾ ഉപയോക്താക്കൾ എക്സ്റ്റൻഷൻ സ്റ്റെം ആവശ്യകതകളും നീളവും സൂചിപ്പിക്കണം. ഇലക്ട്രിക്, ന്യൂമാറ്റിക്, ന്യൂമാറ്റിക് - ഹൈഡ്രോളിക് ആക്യുവേറ്ററുകൾ വഴി ഓടിക്കുന്ന ബോൾ വാൽവിന്, എക്സ്റ്റൻഷൻ സ്റ്റെം നീളം പൈപ്പ്ലൈനിന്റെ മധ്യഭാഗത്ത് നിന്ന് മുകളിലെ ഫ്ലേഞ്ച് വരെ ആയിരിക്കണം.

6. വിശ്വസനീയമായ സീറ്റ് സീലിംഗ് ഘടന
രണ്ട് ഫ്ലോട്ടിംഗ് സീറ്റ് റിട്ടൈനറുകൾ വഴിയാണ് സീറ്റ് സീലിംഗ് സാധ്യമാകുന്നത്, ബോൾ സീലിംഗ്, ബോഡി സീലിംഗ് എന്നിവയുൾപ്പെടെ ദ്രാവകം തടയുന്നതിന് അവയ്ക്ക് അച്ചുതണ്ടായി പൊങ്ങിക്കിടക്കാൻ കഴിയും. വാൽവ് സീറ്റിന്റെ താഴ്ന്ന മർദ്ദത്തിലുള്ള സീലിംഗ് പ്രീ-ടൈറ്റഡ് സ്പ്രിംഗ് വഴിയാണ് മനസ്സിലാക്കുന്നത്. കൂടാതെ, വാൽവ് സീറ്റിന്റെ പിസ്റ്റൺ ഇഫക്റ്റ് ശരിയായി രൂപകൽപ്പന ചെയ്തിട്ടുള്ളതാണ്, ഇത് മീഡിയത്തിന്റെ മർദ്ദം ഉപയോഗിച്ച് ഉയർന്ന മർദ്ദത്തിലുള്ള സീലിംഗ് മനസ്സിലാക്കുന്നു. താഴെ പറയുന്ന രണ്ട് തരം ബോൾ സീലിംഗ് മനസ്സിലാക്കാൻ കഴിയും.
7. സിംഗിൾ സീലിംഗ്
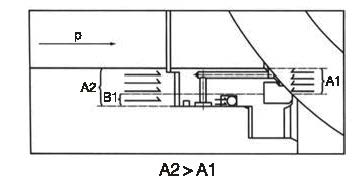
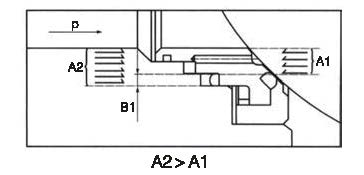
(വാൽവിന്റെ മധ്യ അറയിൽ ഓട്ടോമാറ്റിക് പ്രഷർ റിലീഫ്) സാധാരണയായി, സിംഗിൾ സീലിംഗ് ഘടനയാണ് ഉപയോഗിക്കുന്നത്. അതായത്, അപ്സ്ട്രീം സീലിംഗ് മാത്രമേ ഉള്ളൂ. സ്വതന്ത്ര സ്പ്രിംഗ് ലോഡ് ചെയ്ത അപ്സ്ട്രീമിലും ഡൗൺസ്ട്രീമിലും സീലിംഗ് സീറ്റുകൾ ഉപയോഗിക്കുമ്പോൾ, വാൽവ് കാവിറ്റിക്കുള്ളിലെ അമിത മർദ്ദം സ്പ്രിംഗിന്റെ പ്രീ-ടൈറ്റനിംഗ് ഇഫക്റ്റിനെ മറികടക്കും, അങ്ങനെ സീറ്റ് ബോളിൽ നിന്ന് സ്വതന്ത്രമാക്കപ്പെടുകയും ഡൗൺസ്ട്രീം ഭാഗത്തേക്ക് ഓട്ടോമാറ്റിക് പ്രഷർ റിലീഫ് കൈവരിക്കുകയും ചെയ്യും. അപ്സ്ട്രീം വശം: സീറ്റ് വാൽവിലൂടെ അച്ചുതണ്ടായി നീങ്ങുമ്പോൾ, അപ്സ്ട്രീം ഭാഗത്ത് (ഇൻലെറ്റ്) ചെലുത്തുന്ന മർദ്ദം "P" A1-ൽ ഒരു റിവേഴ്സ് ഫോഴ്സ് ഉണ്ടാക്കുന്നു, A2 A1-നേക്കാൾ കൂടുതലായതിനാൽ, A2-A1=B1, B1-ലെ ബലം സീറ്റിനെ ബോളിലേക്ക് തള്ളുകയും അപ്സ്ട്രീം ഭാഗത്തിന്റെ ഇറുകിയ സീലിംഗ് മനസ്സിലാക്കുകയും ചെയ്യും.
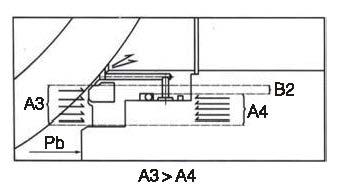
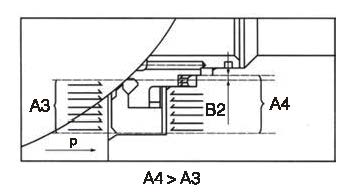
താഴത്തെ വശം: വാൽവ് കാവിറ്റിക്കുള്ളിലെ മർദ്ദം “Pb” വർദ്ധിച്ചുകഴിഞ്ഞാൽ, A3-ൽ ചെലുത്തുന്ന ബലം A4-നേക്കാൾ കൂടുതലായിരിക്കും. A3-A4=B2 ആകുമ്പോൾ, B2-ലെ മർദ്ദ വ്യത്യാസം സ്പ്രിംഗ് ഫോഴ്സിനെ മറികടന്ന് സീറ്റ് ബോളിൽ നിന്ന് സ്വതന്ത്രമാക്കുകയും തുടർന്ന് വാൽവ് കാവിറ്റിയുടെ മർദ്ദം താഴേക്ക് താഴ്ത്തുന്ന ഭാഗത്തേക്ക് കുറയ്ക്കുകയും ചെയ്യും, സ്പ്രിംഗ് പ്രവർത്തനത്തിന് കീഴിൽ സീറ്റും ബോളും വീണ്ടും സീൽ ചെയ്യപ്പെടും.
ദ്വിതീയ സീലിംഗ്: താഴേക്ക്.
പ്രഷർ ഡിഫറൻഷ്യൽ കുറവായിരിക്കുമ്പോഴോ പ്രഷർ ഡിഫറൻഷ്യൽ ഇല്ലാതിരിക്കുമ്പോഴോ, ഫ്ലോട്ടിംഗ് സീറ്റ് സ്പ്രിംഗ് ആക്ഷന് കീഴിൽ വാൽവിലൂടെ അച്ചുതണ്ടായി നീങ്ങുകയും ഇറുകിയ സീലിംഗ് നിലനിർത്താൻ സീറ്റിനെ ബോളിലേക്ക് തള്ളുകയും ചെയ്യും. വാൽവ് കാവിറ്റി പ്രഷർ P വർദ്ധിക്കുമ്പോൾ, വാൽവ് സീറ്റിന്റെ A4 ഏരിയയിൽ ചെലുത്തുന്ന ബലം A3,A4- A3=B1 ഏരിയയിൽ ചെലുത്തുന്ന ബലത്തേക്കാൾ കൂടുതലാണ്. അതിനാൽ, B1-ലെ ബലം സീറ്റിനെ ബോളിലേക്ക് തള്ളുകയും അപ്സ്ട്രീം ഭാഗത്തിന്റെ ഇറുകിയ സീലിംഗ് മനസ്സിലാക്കുകയും ചെയ്യും.
9. സുരക്ഷാ ദുരിതാശ്വാസ ഉപകരണം
ഇരട്ട പിസ്റ്റൺ ഇഫക്റ്റ് ഉള്ള അഡ്വാൻസ്ഡ് പ്രൈമറി, സെക്കൻഡറി സീലിംഗ് ഉപയോഗിച്ചാണ് ബോൾ വാൽവ് രൂപകൽപ്പന ചെയ്തിരിക്കുന്നത്, കൂടാതെ മധ്യ അറയ്ക്ക് ഓട്ടോമാറ്റിക് പ്രഷർ റിലീഫ് മനസ്സിലാക്കാൻ കഴിയില്ല. അതിനാൽ, മീഡിയത്തിന്റെ താപ വികാസം മൂലം വാൽവ് അറയ്ക്കുള്ളിൽ അമിത സമ്മർദ്ദം ഉണ്ടാകാനുള്ള സാധ്യത തടയുന്നതിന് സുരക്ഷാ റിലീഫ് വാൽവ് ബോഡിയിൽ സ്ഥാപിക്കണം. സുരക്ഷാ റിലീഫ് വാൽവിന്റെ കണക്ഷൻ സാധാരണയായി NPT 1/2 ആണ്. ശ്രദ്ധിക്കേണ്ട മറ്റൊരു കാര്യം, സുരക്ഷാ റിലീഫ് വാൽവിന്റെ മീഡിയം നേരിട്ട് അന്തരീക്ഷത്തിലേക്ക് ഡിസ്ചാർജ് ചെയ്യപ്പെടുന്നു എന്നതാണ്. അന്തരീക്ഷത്തിലേക്ക് നേരിട്ട് ഡിസ്ചാർജ് ചെയ്യുന്നത് അനുവദനീയമല്ലെങ്കിൽ, മുകളിലെ സ്ട്രീമിലേക്ക് ഓട്ടോമാറ്റിക് പ്രഷർ റിലീഫിന്റെ പ്രത്യേക ഘടനയുള്ള ബോൾ വാൽവ് ഉപയോഗിക്കണമെന്ന് ഞങ്ങൾ നിർദ്ദേശിക്കുന്നു. വിശദാംശങ്ങൾക്ക് ഇനിപ്പറയുന്നവ കാണുക. നിങ്ങൾക്ക് സുരക്ഷാ റിലീഫ് വാൽവ് ആവശ്യമില്ലെങ്കിൽ അല്ലെങ്കിൽ മുകളിലെ സ്ട്രീമിലേക്ക് ഓട്ടോമാറ്റിക് പ്രഷർ റിലീഫിന്റെ പ്രത്യേക ഘടനയുള്ള ബോൾ വാൽവ് ഉപയോഗിക്കാൻ ആഗ്രഹിക്കുന്നുവെങ്കിൽ ദയവായി അത് ക്രമത്തിൽ സൂചിപ്പിക്കുക.
ബോൾ വാൽവ് അപ്സ്ട്രീമിലേക്കും ഡൌൺസ്ട്രീമിലേക്കും സീൽ ചെയ്യുന്നതിന്റെ തത്വം വരയ്ക്കൽ

മുകളിലെ സ്ട്രീമിലേക്കും താഴേക്കുള്ള സ്ട്രീം സീലിംഗിലേക്കും ബോൾ വാൽവ് കാവിറ്റി പ്രഷർ റിലീഫിന്റെ തത്വ ഡ്രോയിംഗ്

12. നാശന പ്രതിരോധവും സൾഫൈഡ് സമ്മർദ്ദ പ്രതിരോധവും
ബോഡി ഭിത്തിയുടെ കട്ടിക്ക് ഒരു നിശ്ചിത തുരുമ്പെടുക്കൽ അലവൻസ് അവശേഷിക്കുന്നു.
കാർബൺ സ്റ്റീൽ സ്റ്റെം, ഫിക്സഡ് ഷാഫ്റ്റ്, ബോൾ, സീറ്റ്, സീറ്റ് റിംഗ് എന്നിവ ASTM B733, B656 എന്നിവ അനുസരിച്ച് കെമിക്കൽ നിക്കൽ പ്ലേറ്റിംഗിന് വിധേയമാക്കുന്നു. കൂടാതെ, ഉപയോക്താക്കൾക്ക് തിരഞ്ഞെടുക്കാൻ വിവിധ നാശത്തെ പ്രതിരോധിക്കുന്ന വസ്തുക്കൾ ലഭ്യമാണ്. ഉപഭോക്താവിന്റെ ആവശ്യങ്ങൾക്കനുസരിച്ച്, വാൽവ് മെറ്റീരിയലുകൾ NACE MR 0175 / ISO 15156 അല്ലെങ്കിൽ NACE MR 0103 അനുസരിച്ച് തിരഞ്ഞെടുക്കാം, കൂടാതെ മാനദണ്ഡങ്ങളിലെ ആവശ്യകതകൾ പൂർണ്ണമായും നിറവേറ്റുന്നതിനും സൾഫറൈസേഷൻ പരിതസ്ഥിതിയിലെ സേവന വ്യവസ്ഥകൾ പാലിക്കുന്നതിനും നിർമ്മാണ സമയത്ത് കർശനമായ ഗുണനിലവാര നിയന്ത്രണവും ഗുണനിലവാര പരിശോധനയും നടത്തണം.
നോർടെക് ഡയറക്ട് മൗണ്ടിംഗ് ബോൾ വാൽവിന്റെ സവിശേഷതകൾ
ട്രൂണിയൻ ബോൾ വാൽവ് സാങ്കേതിക സവിശേഷതകൾ
| നാമമാത്ര വ്യാസം | 2"-56"(DN50-DN1400) |
| കണക്ഷൻ തരം | ആർഎഫ്/ബിഡബ്ല്യു/ആർടിജെ |
| ഡിസൈൻ സ്റ്റാൻഡേർഡ് | API 6D/ASME B16.34/API608/MSS SP-72 ബോൾ വാൽവ് |
| ബോഡി മെറ്റീരിയൽ | കാസ്റ്റ് സ്റ്റീൽ/ഫോർജ്ഡ് സ്റ്റീൽ/കാസ്റ്റ് സ്റ്റെയിൻലെസ് സ്റ്റീൽ/ഫോർജ്ഡ് സ്റ്റെയിൻലെസ് സ്റ്റീൽ |
| പന്ത് മെറ്റീരിയൽ | A105+ENP/F304/F316/F304L/F316L |
| സീറ്റ് മെറ്റീരിയൽ | PTFE/PPL/നൈലോൺ/പീക്ക് |
| പ്രവർത്തന താപനില | PTFE-യ്ക്ക് 120°C വരെ |
|
| PPL/PEEK-ന് 250°C വരെ |
|
| നൈലോണിൽ 80°C വരെ താപനില |
| ഫ്ലേഞ്ച് എൻഡ് | ASME B16.5 RF/RTJ |
| BW അവസാനം | എഎസ്എംഇ ബി 16.25 |
| മുഖാമുഖം | ASME ബി 16.10 |
| മർദ്ദ താപനില | ASME ബി 16.34 |
| അഗ്നി സുരക്ഷയും ആന്റി-സ്റ്റാറ്റിക് | എപിഐ 607/എപിഐ 6എഫ്എ |
| പരിശോധനാ മാനദണ്ഡം | API598/EN12266/ISO5208 |
| എക്സ്പോഷർ പ്രൂഫ് | എടെക്സ് |
| പ്രവർത്തന തരം | മാനുവൽ ഗിയർബോക്സ്/ന്യൂമാറ്റിക് ആക്യുവേറ്റർ/ഇലക്ട്രിക് ആക്യുവേറ്റർ |
ഉൽപ്പന്ന പ്രദർശനം:



നോർടെക് ഡയറക്ട് മൗണ്ടിംഗ് ബോൾ വാൽവിന്റെ പ്രയോഗം
ഇത്തരത്തിലുള്ളമൗണ്ടഡ് ബോൾ വാൽവ്എണ്ണ, വാതകം, ധാതുക്കൾ എന്നിവയുടെ ചൂഷണം, ശുദ്ധീകരണം, ഗതാഗതം എന്നിവയിൽ വ്യാപകമായി ഉപയോഗിക്കുന്നു. രാസ ഉൽപന്നങ്ങൾ, മരുന്നുകൾ; ജലവൈദ്യുതി, താപവൈദ്യുതി, ആണവോർജ്ജം എന്നിവയുടെ ഉൽപാദന സംവിധാനം; ഡ്രെയിനിംഗ് സിസ്റ്റം,





